
The Conveyor Belt in a Gravity Filling Machine smoothly transports bottles or containers through each production stage. It ensures precise alignment for accurate filling, minimizes spillage, and supports high-speed, efficient, and hygienic operation, improving overall workflow and production consistency.




Honey Bottle Packaging Machine
Honey Bottle Packaging Machine delivers accurate, hygienic filling and sealing for various bottle sizes. It improves efficiency, reduces product loss, and ensures consistent quality for modern honey production lines.

Honey Bottle Packaging Machine by Mic Machinery
At Mic Machinery, we focus on delivering advanced and reliable food packaging solutions for global manufacturers. The Honey Bottle Packaging Machine is engineered specifically for viscous liquid products such as honey, syrup, and similar food materials. Designed with precision engineering and industrial-grade durability, it helps food producers achieve stable filling accuracy, improved hygiene standards, and higher production efficiency. As part of modern food processing systems, this equipment plays a key role in ensuring smooth and automated packaging operations.
 |
Conveyor Belt ----- |
|
|
Distribution Equipment ----- |
 |
|
 |
Muti-head Filling ----- |
Intelligent Filling System for Accurate Honey Bottling
The Honey Bottle Packaging Machine is built with a high-precision metering system that ensures every bottle receives consistent filling volume. Honey, being a thick and sticky product, requires controlled flow and anti-drip technology, which is fully integrated into this system. The machine guarantees smooth operation even during long production runs, reducing waste and improving overall efficiency.
As a professional Honey Packaging Machine, it is widely used in food factories where hygiene and accuracy are critical. The filling nozzles are designed with anti-leakage structures, ensuring clean operation and minimizing product residue. Additionally, the system supports automatic bottle detection and positioning, which improves production speed and reduces manual intervention.
Flexible Structure for Different Production Needs
One of the key strengths of this equipment is its adaptability. The machine can handle a wide range of bottle sizes, shapes, and materials without requiring complex adjustments. This makes it an ideal solution for manufacturers with diverse packaging requirements.
In many production lines, it operates as part of a complete honey bottle packaging machine system, working alongside capping and labeling units. This integrated approach ensures smooth workflow from filling to final packaging. It can also be customized according to production capacity, making it suitable for both small workshops and large industrial facilities.
Unlike traditional systems, this equipment is designed for fast changeover, allowing operators to switch between different bottle specifications with minimal downtime. This significantly improves production flexibility and efficiency.
Automation and Integration with Packaging Lines
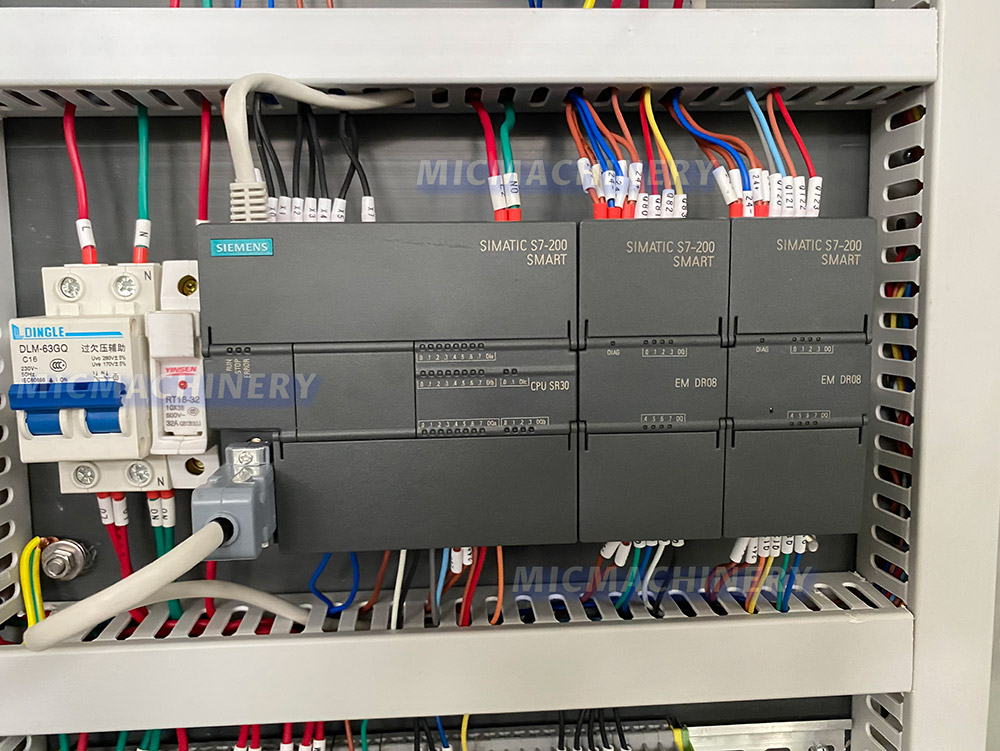
The machine is equipped with an advanced PLC control system that provides intelligent operation and real-time monitoring. Operators can easily adjust filling volume, speed, and production parameters through a simple interface. This reduces operational complexity while ensuring consistent performance.
As part of modern honey packaging equipment, it can be integrated into fully automated production lines. A typical configuration may include:
· Automatic bottle unscrambler
· Filling system
· Capping machine
· Labeling unit
· Conveyor system
This level of automation helps reduce labor costs, increase production output, and maintain stable product quality. It also ensures a continuous and efficient workflow, which is essential for large-scale food manufacturing operations.
Hygiene, Safety, and Industrial Reliability
Hygiene is a top priority in food production. The Honey Bottle Packaging Machine is constructed with food-grade stainless steel, ensuring safe contact with edible products. The enclosed filling environment prevents external contamination and maintains product purity throughout the process.
As a high-performance Honey Packaging Machine, it is designed for long-term industrial use with minimal maintenance requirements. The robust mechanical structure ensures stable operation even under continuous production conditions. Additionally, the system includes safety protection features such as overload detection and emergency stop functions to ensure operator safety.
Mic Machinery conducts strict quality testing on every unit before delivery, ensuring that each machine meets international food processing standards.
Comprehensive Solution from Mic Machinery
At Mic Machinery, we are committed to providing complete and efficient packaging solutions for the global food industry. Our Honey Bottle Packaging Machine is designed not only to improve production efficiency but also to enhance product quality and packaging consistency.
Whether used as a standalone unit or integrated into a full production line, our honey packaging equipment delivers reliable performance, flexible operation, and long-term value. With continuous innovation and strong technical support, Mic Machinery helps customers achieve higher productivity and stronger competitiveness in the global food market.
|
Weight |
900KG |
|
Voltage |
220V/380V |
|
Filling Volume |
500-5000ml |
|
Suitable Filling Material |
Mouth wash, glassy water, liquid products |
|
Air Consumption |
0.6m³/min |
|
Dimension |
2300*1300*2200mm |
|
Power |
1.5Kw |
|
Filling Nozzle |
4/6/8/12/20 nozzles |
|
Capacity |
3000 bottles per hour 12 nozzle with 500ml |
|
Additional Function |
Bubble suck function Diving filling function |
contact us
Please feel free to let us know if you need any help, we will provide a professional guidance for you! Contact Us